

Manylion Cyflym
System peiriant: Arllwys, dosio, cymysgu a castio
System nodweddiadol Materaliaid: TDI + MOCA / MDI + MOCA / Prepolymer + MOCA / E-300
Ceisiadau: Rhodfeydd, pyllau, pyllau, rhannau ar gyfer diwydiant ac yn y blaen
Disgrifiad Manwl o'r Cynnyrch
Cyfres EA peiriant castio elastomer 2-gydran, peiriant dosio, peiriant cymysgu
1. Crynodeb:
Ein peiriant injing casting yw bod ein cwmni yn dilyn y cynhyrchion technolegol datblygedig rhyngwladol, sy'n mewnforio prif rannau peiriannau o wledydd tramor a brandiau enwog. Felly, mae perfformiad technegol a diogelwch yr offer wedi cyrraedd lefel uwch yr un cynnyrch o'r un cyfnod dramor.
Defnyddir y peiriant hwn ar gyfer cynhyrchu cynnyrch elastomer polyurethane castio sy'n defnyddio MOCA a deunydd arall fel estynydd cadwyn, fel rholer gludo, pad, rholeri ar gyfer defnydd elevator a chynhyrchion hynod anhyblyg a gallant gyfansoddi cyn-polymerau a dadwneud y gwactod yn y peiriant hwn.
Gellir newid rhwbwyr PU gwahanol ar unwaith i gynhyrchu CPU o wahanol ddeunyddiau.
2. Prif baramedrau a disgrifiadau ar gyfer yr offer
2.1 Math: PEIRIANNAU ARCHWILIO PU GYDA MWY CYFAN (opsiwn)
2.2 System ewynau addas: Cynhyrchion elastomer pu
2.3. Viscocity (cps):
A (POLYOL neu gyn-polymer): ~ 4000mpa.s (45 ℃ -100 ℃)
B (MOCA): 10 ~ 1000 mpa.s (130 ℃)
2.4 Allbwn tynnu: 2-10 kg / min (100: 14), cyfanswm 5scales ar gyfer opsiynau
Amrediad cymhareb cymysgu yn addasadwy: 100: 6 ~ 100: 20 Mae rhai gwahaniaethau pwysau pan fo dwysedd y deunydd crai a chymhareb cymysgu'r deunydd crai yn wahanol.
Opsiwn: Gellir ychwanegu elfen arall ar gyfer defnydd pigment neu asiant.
Disgrifiad 3.Techincal:
3.1 Tanciau (A, B, Tanc)

Deunydd Tanc: dur di-staen AISI 304
Gyda siaced gwresogi
Cynhwysedd mwyaf: A220L B60L
Capasiti defnyddiol: A160L, B45L
System gwresogi: Ailgylchu olew
Gwirio tymheredd: synhwyrydd PT100.
Max Temp: 130 ℃
Dyfyniaeth ar y daliad tymheredd: O fewn +/- 1.5 ° C
Cymysgydd: deunydd dur di-staen, math angor
Cyflymder cymysgu: Addaswyd yn ôl gwahanol ddeunydd crai
Ffenestr arolygu: Ffenestr gwydr yn y corff tanc
Opsiwn: Inductor trydanol
System Ategol:
System gwactod
System llenwi nitrogen
Mesurydd gwactod
System llenwi deunydd crai
System amsugno gwactod deunydd crai
System dadlwytho deunydd crai
3.2 Pipe
Material: PTFE reinforced stainless steel with mesh
Heating system: OIL heating

Max working pressure: 20 bar
Max Temp: 130 ℃
Tolerance on the temperature holding: Within +/- 1°
Gall y bibell inswleiddio hyblygrwydd hyn sicrhau cysondeb tymheredd yn y biblinell gyfan.
3.3Metering system(A,B, components)
Metering pump: Gear pump from German
Delivery capacity of Metering pump: A 40cc/r, B 6cc/r
Filters: Highly filtering surface Stainless steel 304.
Motor:Converter in accordance with tachometer and motor to control the flow speed.
ALL the metering system and fliters keep under the tank and within the heating
The measurement system and filter in ovens, insulation material below. This design method can be pressurized tank in the wrong circumstances, to maintai
3.4 Mixing head
Material: High strength alloy
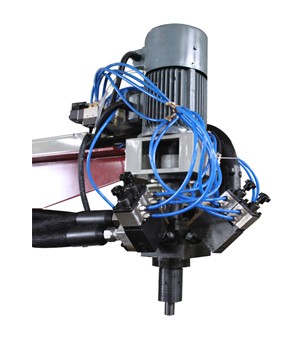
Speed: 0.0 to 6500 rpm.
Heating: Independent electrical heating Mixing by mixed-head match with the motor
Temperature check: Thermal sensor.
Tolerance on the temperature maintenance: +/- 1°C
Motor: Electric motors, controlled by a frequency convertor.
Our uniquely mixing head design has the following features: It can guarantee the accuracy of speed, and at a very low speed of the mixed quality of raw materials; so that the prepolymer does not cause pressure damage to properties.
Made of special alloy mechanical seal system made the mixing head also could work in the high anti-pressure, while ensuring the reliability of mixed system.
Unique design of the mixing chamber can be cleaned to ensure easy-to-use and thoroughness.
3.4.1 Injectors for A,B,
Material: high strength alloy
Injection system: injection pressure independent of each other
The heating system: independent electrical heating
Temperature measurement system: PT100 thermal sensor
Gwall tymheredd: rheoli +/- 1 ° C
Each injection pressure control is independent of each other, can be adjust alone pressure casting and recycling pressure. The loop injection pressure will be tested by the head of sensor, and with pressure adjusting device. This control method can avoid every time before pouring out some materials must be mixed and the uneven.
4.Option: Auxiliary Metering and injection system: for color, foaming agent and additive agent and so on
Pump: Gear Pump
Metering accuracy: 0.3%.
Flow range: 0.006-0.06L/min
Metering accuracy : 0.3%.
Pressure check: Pressure transducer.
Tank capacity: 0.6L/2L
Motor: Electric managed by an inverter.
Injectors: Single for each auxiliary with independently adjustable injection pressure.
4. Cleaning system

Tank:20L Stainless steel
Control of Liquid :Visual glass window
Low position warning electronic equipment (OPTION)
Injector: Inject raw material to mixing head directly
The running speed and circulation of cleaning solution,air,mixing head are are independent control system,this can make them aximum cleaning effect.
In order to the maximize reduce consumption of cleaning, settings of each component can be pre-cleaning procedures. The casting machine Settings when suddenly loses power in the artificial emergency cleaning device. Cleaning solution should use non-flammable solvents, such as:DBEMC
leaning procedures. The casting machine Settings when suddenly loses power in the artificial emergency cleaning device. Cleaning solution should use non-flammable solvents, such as:DBEMC.
5. 3-component Polyurethane Low pressure machine,Foaming and pouring machineElectric Board and software
Electronic display design according to the EC criteria.
Software: The software system can control the machine to work and in the standby machine control.
Data in the user interface through the following procedures:
* Working state real After all the machine on real-time parameters can be displayed on the interface, such as temperature, pressure, pumping and mixing speed, security levels, alarm conditions and other procedures set by the parameters must be displayed.
* Formula design program
The major setting and save the formula interface ( depth, temperature, pressure, etc). For each formula can be set and save 20 subroutine, these subroutines can cast the first one near the selector out directly.
* Calibration interface
This interface is mainly used to automatically correct out of three different charge, by a balancer to determine quality.
The software also include some other systems, such as casting machine maintenance control, work time, data statistics and alarm records. Computer softw
6.Machine Size
Height: 1,600mm
Length: 2000mm
Width: 2,200mm
Length of injection handle: 1,300mm
Weight: 1,500kgs
7.Installation terms:
Vacuum pump: 40m3/h
Compressed air: Dry air 5/7 bars
Flow capacity: > 5 Nm3/hour
Power: 220V/380V – 50 Hz (3P+N+T)
Installation environment: No install in the workshop of any explosion











